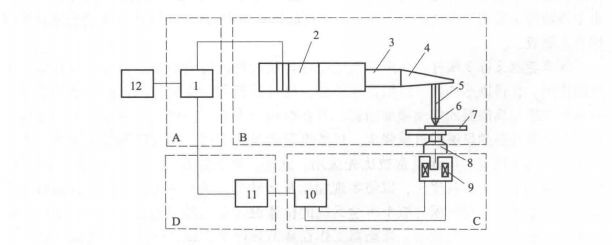
超聲波點焊機(jī)的典型結(jié)構(gòu)組成如圖1所示����,由超聲波發(fā)生器(A)��、聲學(xué)系統(tǒng)(B)���、加壓機(jī)構(gòu)(C)、程控裝置(D)等四部分組成�。
1—超聲波發(fā)生器;2—換能器;3—傳振桿;4—聚能器;5—耦合桿;6—上聲極;7—工件;8—下聲極;9—電磁加壓裝置;10—控制加壓電源;11一程控器;12—電源
(1) 超聲波發(fā)生器
超聲波發(fā)生器用來將工頻(50Hz)電流變換成超聲頻率(15~60kHz)的振蕩電流,并通過輸出變壓器與換能器相匹配����。
超聲波發(fā)生器目前有電子管放大式、晶體管放大式��、晶閘管逆變式及晶體管逆變式等多種電路形式�����。其中電子管式效率低��,僅為30%~45%�����,已經(jīng)被晶體管放大式等所替代�。目前應(yīng)用最廣的是晶體管放大式發(fā)生器�,在超聲波發(fā)生器作為焊接應(yīng)用時�,頻率的自動跟蹤是一個必備的性能�����。由于焊接過程隨時會發(fā)生負(fù)載的改變以及聲學(xué)系統(tǒng)自振頻率的變化����,為確保焊接質(zhì)量的穩(wěn)定��,利用取自負(fù)載的反饋信號���,構(gòu)成發(fā)生器的自激狀態(tài)�����,以確保自動跟蹤和最優(yōu)的負(fù)載匹配�����。
(2)聲學(xué)系統(tǒng)
超聲波焊機(jī)的聲學(xué)系統(tǒng)是整機(jī)的心臟�,包括換能器����、傳振桿��、聚能器�����、耦合桿和上���、下聲極組成。
①換能器用來將超聲波發(fā)生器的電磁振蕩轉(zhuǎn)成相同頻率的機(jī)械振動��。常用的換能器有壓電式及磁致伸縮式兩種����。壓電換能器的最主要優(yōu)點是效率高和使用方便�,一般效率可達(dá)80%~90%,基于逆壓電效應(yīng)�。石英、錯酸鉛�、錯鈦酸鉛等壓電晶體�,在一定的結(jié)晶面受到壓力或拉力時將會出現(xiàn)電荷,稱之為壓電效應(yīng)�����,反之,當(dāng)在壓電軸方向饋人交變電場時����,晶體就沿著一定方向發(fā)生同步的伸縮現(xiàn)象��,稱為逆壓電效應(yīng)�。壓電換能器的特點是比較脆弱,使用壽命較短����。磁致伸縮換能器是依靠磁致伸縮效應(yīng)而工作。當(dāng)將鎳或鐵鋁合金等材料置于磁場中時��,作為單元鐵磁體的磁疇將發(fā)生有序化運(yùn)動����,并引起材料在長度上的伸縮現(xiàn)象,即磁致伸縮現(xiàn)象��。磁致伸縮換能器是一種半永久性器件����,工作穩(wěn)定可靠,但由于效率僅為20%~40%��,除了特大功率的換能器以及連續(xù)工作的大功率縫焊機(jī)���,因冷卻有困難而被采用外,已經(jīng)被壓電式換能器所取代��。
②傳振桿主要用于高速輸出負(fù)載�、固定系統(tǒng)以及方便實際使用��,是與壓電式換能器配套的聲學(xué)主件��。傳振桿通常選擇放大倍數(shù)0.8���、1����、1.25等幾種半波長階梯型桿,由于傳振桿主要用來傳遞振動能量���,一般可以選擇由45鋼或30CrMnSi低合金鋼或超硬鋁合金制成����。
③聚能器又稱超聲波變幅桿����,在聲學(xué)系統(tǒng)中起著放大換能器輸出的振幅并耦合傳輸?shù)焦ぜ淖饔谩8鞣N錐形桿都可以用作聚能器��,設(shè)計各種聚能器的共同目標(biāo)是使聚能器的自振頻率能與換能器的推動頻率諧振�,并在結(jié)構(gòu)上考慮合適的放大倍數(shù)�、低的傳輸損耗以及自身具備的足夠的機(jī)械強(qiáng)度。指數(shù)錐聚能器由于可使用較高的放大系數(shù)�����,工作穩(wěn)定��,結(jié)構(gòu)強(qiáng)度高�,因而常常被優(yōu)先選用。此外����,聚能器作為聲學(xué)系統(tǒng)的一個組件,最終要被固定在某一裝置上����,以便實現(xiàn)加壓及運(yùn)轉(zhuǎn)等�,從實用方面考慮�����,在磁致伸縮型的聲學(xué)系統(tǒng)中往往將固定整個聲學(xué)系統(tǒng)的位置設(shè)計在聚能器的波節(jié)點上�。某些壓電式聲學(xué)系統(tǒng)也有類似的設(shè)計�。聚能器工作在疲勞條件下,設(shè)計時應(yīng)重點考慮結(jié)構(gòu)的強(qiáng)度��,特別是聲學(xué)系統(tǒng)各個組元的連接部位��,更是需要特別注意����。材料的抗疲勞強(qiáng)度及減少振動時的內(nèi)耗是選擇聚能器材料的主要依據(jù)�����,目前常用的材料有45鋼��、30CrMnSi��、超硬鋁合金�、蒙乃爾合金以及鈦合金等。
④耦合桿用來改變振動形式���,一般是將聚能器輸出的縱向振動改變?yōu)閺澢駝?當(dāng)聲學(xué)系統(tǒng)含有耦合桿時��,振動能量的傳輸及耦合功能就都由耦合桿來承擔(dān)。除了應(yīng)根據(jù)諧振條件來設(shè)計耦合桿的自振頻率外��,還可以通過波長數(shù)的選擇來調(diào)整振動振幅的分布��,以獲得最優(yōu)的工藝效果�。耦合桿在結(jié)構(gòu)上非常簡單,通常都是一個圓柱桿,但其工作狀態(tài)較為復(fù)雜����,設(shè)計時需要考慮彎曲振動時的自身轉(zhuǎn)動慣量及其剪切變形的影響,而且約束條件也很復(fù)雜�,因而實際設(shè)計時要比聚能器復(fù)雜。一般選擇與聚能器相當(dāng)?shù)牟牧现谱黢詈蠗U��,兩者用釬焊的方法連接起來�����。
⑤聲極(超聲波焊頭��、焊座):超聲波焊機(jī)中直接與工件接觸的聲學(xué)部件稱為上、下聲極�。對于點焊機(jī)來說,可以用各種方法與聚能器或耦合桿相連接���,而縫焊機(jī)的上下聲極可以就是一對滾盤�����,至于塑料用焊機(jī)的上聲極����,其形狀更是隨零件形狀而改變����。但是��,無論是哪一種聲極���,在設(shè)計中的基本問題仍然是自振頻率的設(shè)計�����,顯然��,上聲極有可能成為最復(fù)雜的一個聲學(xué)元件��。
(3)加壓機(jī)構(gòu)
向工件施加靜壓力的加壓機(jī)構(gòu)是形成焊接接頭的必要條件���,目前主要有液壓�����、氣壓���、電磁加壓及自重加壓等幾種����。其中��,液壓方式?jīng)_擊力小����,主要用于大功率焊機(jī),小功率焊機(jī)多采用電磁加壓或自重加壓方式���,這種方式可以匹配較快的控制程序�。實際使用中加壓機(jī)構(gòu)還可能包括工件的夾持機(jī)構(gòu)����。超聲波焊接時防止焊件滑動、更有效地傳輸振動能量往往是十分重要的�,在焊薄件時�,應(yīng)盡量減小振幅,因為如果焊頭的滑動大于工件間的滑動,那么會浪費掉大量能量�����。