誠信立業(yè)??品質(zhì)為本
高端智能焊接設備服務商
高新技術(shù)企業(yè)ISO9001
服務熱線:135-3042-8982

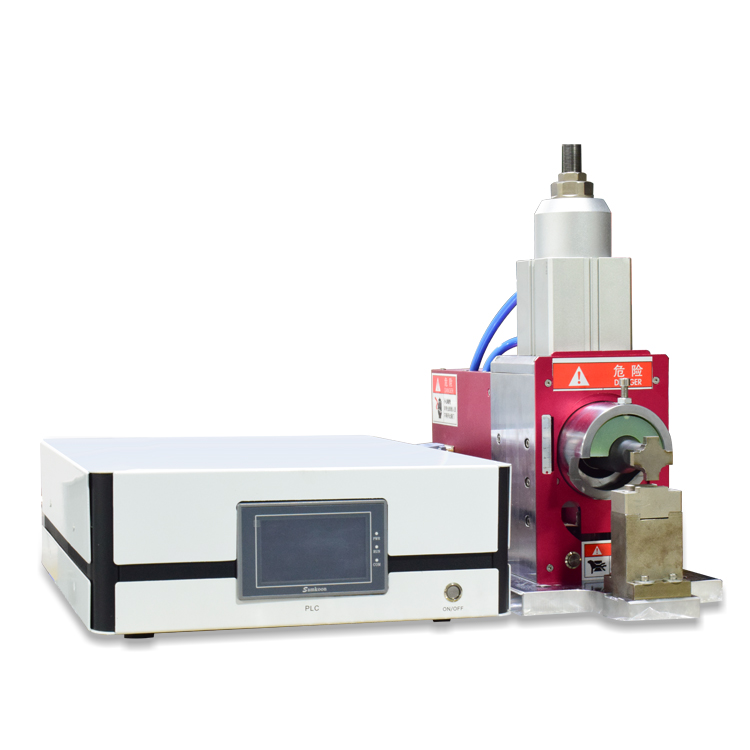
銅鋁超聲波焊接
以往的焊接方法,對銅—鋁不同材質(zhì)進行焊接有一定的難度,如果使用超聲波焊接法,即可得到滿意的焊接效率,又能得到良好的焊接區(qū),從而提高零件生產(chǎn)的實用性。對銅—鋁不同材質(zhì)的焊接頭,若使用以前的熱能熔焊法進行焊接,則因鋁材堅固的氧化層�����、兩金屬熔點不同����、兩金屬高的導熱系數(shù)以及兩金屬熔合而形成的脆弱等原因,生成了在機械和電氣方面均不穩(wěn)定的金屬間化合物,從而影響了焊接接頭的可靠性����。對于半導體散熱器等可靠性要求高的接縫,以往是將其它金屬電鍍到鋁制散熱器上之后用釬焊進行接合。使用這種方法需多道工序,且成本高,又存在環(huán)境問題����。對銅—鋁不同材質(zhì)零件的接合,若使用超聲波能量,就不會產(chǎn)生脆弱的金屬間化合物,在機械和電氣方面都可得到高質(zhì)量的焊接區(qū),且不需中間工序。
金屬用超聲波焊接機是1960年開發(fā)的,此后,技術(shù)快速的發(fā)展使之成為實用的焊接機�����。用半導體控制電源傳輸信號的高頻電能,經(jīng)換能器轉(zhuǎn)換成機械振動����。這種振動是通過增強器和超聲波工具放大后被傳遞到加工部位的�����。基本頻率按其用途有20000Hz和40000Hz兩種,頻率的選擇是根據(jù)所需的輸出�、振動的振幅以及喇叭形尺寸決定的。超聲波焊接的參數(shù)包括振動的振幅,施加的壓力以及加工時間��。加工時間必須由高精度的電子控制,但是近幾年引進的能量監(jiān)視統(tǒng),可對必要的輸出和加工時間進行自動控制����。
超聲波焊接原理
在加壓力的狀態(tài)下,按所定時間對焊接部位施予振動。這樣接合面的氧化膜以及污物首先被擦凈,其結(jié)果使?jié)崈舻哪覆拿婷苜N,原子滲透其表面發(fā)生擴散而完成金屬間的結(jié)合�����。整個焊接過程的時間大約為250mm/s�。接合面的摩擦熱使金屬溫度升高至母材熔點的1/3,但熔點及熱傳導并不是超聲波焊接過程的因素。這一點在銅—鋁不同材料的焊接時是極為重要的,它不會在接合面產(chǎn)生金屬間化合物及脆弱的合金���。近幾年來,銅—鋁不同材質(zhì)焊接的超聲波焊接法的應用已得到了發(fā)展�����。
平阳县|
西丰县|
喀喇|
南安市|
咸阳市|
轮台县|
怀柔区|
招远市|
嘉兴市|
永新县|
曲阜市|
新龙县|
辉县市|
翼城县|
龙江县|
富阳市|
博野县|
潮安县|
葵青区|
健康|
吴江市|
法库县|
鱼台县|
加查县|
秭归县|
安庆市|
廉江市|
苍山县|
梅州市|
佛坪县|
柳林县|
兰州市|
阳东县|
隆化县|
巴彦淖尔市|
囊谦县|
垦利县|
奇台县|
张家界市|
郴州市|
根河市|