電連接是電力、電子設(shè)備與系統(tǒng)中必不可少且大量存在的環(huán)節(jié)��,廣泛應(yīng)用于航空航天��、軍工和電子產(chǎn)品等領(lǐng)域�,而電接觸是電連接的核心。電接觸分為靜態(tài)電接觸和動(dòng)態(tài)電接觸��,線纜與端子的壓接和超聲波焊接均屬于靜態(tài)電接觸��。端子壓接是如今大電流連接器產(chǎn)品的主要連接方式之一�,超聲波焊接的突出優(yōu)點(diǎn)是接觸性能極好�、節(jié)能環(huán)保、操作方便等�����,工業(yè)上應(yīng)用廣泛���。
近年來(lái)�,由于能源與環(huán)保的雙重壓力�,新能源汽車逐漸成為汽車工業(yè)發(fā)展的必然趨勢(shì)。新能源汽車的快速充電問(wèn)題是影響客戶滿意度和續(xù)航能力的關(guān)鍵因素之一����。大電流工況下��,連接處的溫升值是行業(yè)內(nèi)的關(guān)注熱點(diǎn)��,而接觸電阻值對(duì)溫升的影響最直接���。
端子壓接技術(shù)
壓接的特點(diǎn)壓接是通過(guò)特定的壓接工具在線纜與端子接觸處施加一定的機(jī)械壓力使其在常溫下產(chǎn)生恰當(dāng)?shù)乃苄宰冃危瑥亩箖烧呔o密結(jié)合在一起并形成可靠的電氣連接�。從應(yīng)用角度看,低而穩(wěn)定的接觸電阻應(yīng)是工程上要重點(diǎn)關(guān)注的���。
線纜與端子的工藝連接形式主要有焊接����、壓接和繞接���,壓接工藝具有可靠的機(jī)械強(qiáng)度�、優(yōu)良的電氣性能以及適合大批量生產(chǎn)的工藝操作性���,在一定程度上已完全可以替代錫焊工藝技術(shù)��,并且在一些特定性能上是錫焊無(wú)法替代的��。
超聲波焊接原理
超聲波焊接是在靜壓力作用下利用超聲頻率(超過(guò)16kHz)的切向機(jī)械振動(dòng)能量����,連接同種或異種金屬、半導(dǎo)體�����、塑料及金屬陶瓷等的特殊焊接方法�����。對(duì)金屬超聲波焊接而言�,焊接界面上發(fā)生高頻切向摩擦�����,產(chǎn)生高速率塑性變形和快速的溫升��,從而破碎祛除焊接界面的氧化膜和污染物��,使純凈的裸露金屬原子發(fā)生接觸��,以金屬鍵的形式形成焊接結(jié)合�����。總而言之�,超聲波焊接是將高頻振動(dòng)的機(jī)械能轉(zhuǎn)換成焊接材料界面摩擦能和塑性耗散能而實(shí)現(xiàn)界面原子間結(jié)合的一種成型方法。
超聲波焊接端子的特點(diǎn)及影響因素
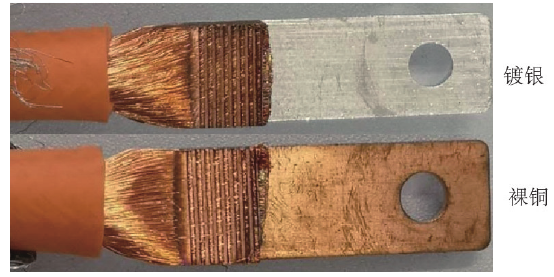
超聲波焊接過(guò)程中��,金屬超聲波焊接設(shè)備既不向工件輸送電流�,也不向工件引入高溫?zé)嵩础=宇^間的冶金結(jié)合是在母材不發(fā)生熔化的情況下實(shí)現(xiàn)的���,焊接界面上產(chǎn)生的溫度一般僅為母材熔點(diǎn)的30%~50%��,因而是一種固態(tài)焊接���。超聲波焊接具有無(wú)焊接熱變形、耗能小���、低壓�����、低溫�����、焊接速度快等優(yōu)點(diǎn)����,可用于制造金屬基復(fù)合材料、在金屬基體中埋入功能材料或元器件裝配等場(chǎng)合����。如今超聲波焊接在大電流連接器行業(yè)中已被不斷開(kāi)發(fā)應(yīng)用,超聲波焊接端子試驗(yàn)件見(jiàn)圖���。
超聲波焊接端接區(qū)域電阻小����、穩(wěn)定性高�����,較壓接效果更優(yōu)
超聲波焊接是線纜與端子接觸界面的金屬鍵合��,或理解為接觸界面的塑性流動(dòng)���、互相滲透,結(jié)合的過(guò)程中伴有一定程度的高 溫產(chǎn)生�,能起到消除應(yīng)力的作用���,所以超聲波焊接的端接電阻小于壓接電阻且表現(xiàn)出極好的穩(wěn)定性。
超聲波焊接用于大電流連接器時(shí)的輸出功率不盡相同�,焊接過(guò)程中功率的大小對(duì)界面溫度場(chǎng)、界面結(jié)合強(qiáng)度�、界面應(yīng)力分布有顯著影響。界面溫度過(guò)高將直接影響埋入金屬基體中的功能材料或元器件的接觸性能����,界面的結(jié)合強(qiáng)度和應(yīng)力分布直接影響著接觸件的接觸電阻、拉脫力等關(guān)鍵指標(biāo)��。超聲波焊接的功率主要根據(jù)焊接線纜的規(guī)格及對(duì)焊接接觸件的性能需求進(jìn)行選擇�����。除此之外����,超聲波焊接端子的接觸性能還與端子材料、端子厚度����、鍍層、焊接高度和焊接寬度等因素有直接關(guān)系���。