超聲波可以有效地應用于黏合和切割織物和薄膜。超聲波焊接在紡織�、服裝���、包裝�、醫(yī)療�����、非織造業(yè)的織物和薄膜中都能找到若干應用���。
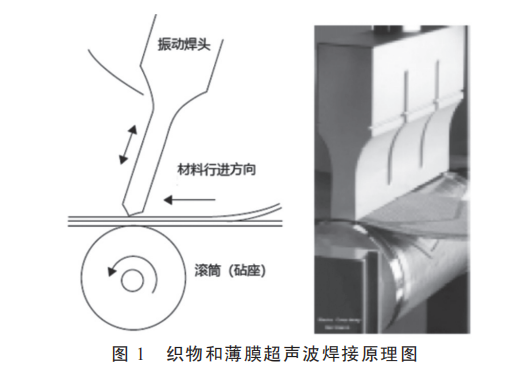
織物和薄膜超聲波焊接原理如圖1 所示��,在超聲波焊接(黏合)過程中�,兩層或多層材料穿過振動焊頭和滾筒或砧座之間的間隙得以裝配在一起����。滾筒通常是由淬火鋼制成并包含機加工成的凸起圖案。 超聲波焊接的基本原理是超聲振動焊頭的高頻機械運動以及焊頭和滾筒之間的擠壓力在焊頭接觸材料處產(chǎn)生摩擦熱而出現(xiàn)材料黏合。由于黏合僅發(fā)生在焊頭 / 材料接觸處��,使被黏合材料具有較高程度的柔軟度���、透氣性和吸水性��。這些性能對醫(yī)療業(yè)和潔凈室環(huán)境中使用的病號服、無菌服裝���、尿布和其他應用至關重要�����。
各種織物和薄膜的超聲波焊接性
熱塑性織物和薄膜物質(zhì)結構大類包括:機織物(wovens)�、無紡布(nonwovens)�、 針織物(knits)、 薄膜(films)�、涂層材料(coated materials)和層壓材料(laminates)。下面是各種結構的定義及影響它們相對焊接性的因素����。
機織物 :由細絲或紗線規(guī)則交織而成的織物。影響焊接性的因素包括 :紗線密度����、熱塑性塑料含量��、 編織緊密度��、材料厚度均勻性��。焊縫強度隨紗線或細 絲的取向發(fā)生變化�����。
無紡布 :纖維�����、紗線或細絲通過機械�����、熱或化學 方法黏接和 / 或互鎖形成的織物�。影響焊接性的因素包括 :材料厚度均勻性和熱塑性塑料含量�����。纖維的任 意取向使無紡布具有極好的強度�。
針織物 :互聯(lián)細絲或紗線連續(xù)環(huán)形成的織物����。影響焊接性的因素包括 :針織款式����、熱塑性塑料含量與結構彈性。 薄膜 :鑄造�、擠出或吹塑成的熱塑性塑料,通常厚度小于 0.254 mm����。 影響焊接性的因素包括 :薄膜厚度�����、密度和熱塑性塑料種類�����。
涂層材料 :覆蓋一層熱塑性塑料如聚乙烯或氨基 甲酸乙酯的織物和薄膜�����,基材不必是熱塑性塑料���,可以是涂布紙板或紙張����。影響焊接性的因素包括 :涂層材料、厚度和基材特性���。
層壓材料 :由兩層或多層材料以夾層形式組成的 織物和薄膜�����。影響焊接性的因素包括 :焊接界面處熱 塑性塑料種類以及層板結構配置��。 織物和薄膜的超聲波焊接性取決于其中的熱塑性塑料含量以及期望的最終結果���。
最適宜超聲波焊接的織物和薄膜含有相似熔點和相容分子結構的熱塑性塑料。有利的特性包括:厚度均勻�、摩擦系數(shù)高以及至少含有65%的熱塑性塑料。材料的實際結構對焊接性也有重要影響�。與硬質(zhì)塑料工件的焊接不同,織物和薄膜的超聲波焊接依賴于工裝上的圖案或設計以聚集超聲波能量和產(chǎn)生熔化����。表1給出了常用材料超聲波焊接相對難易程度。
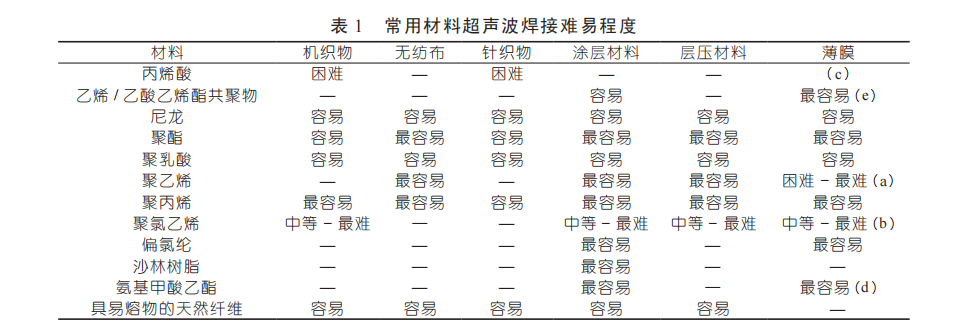
(1)通常認為聚乙烯薄膜超聲波焊接性差��,因為 它摩擦系數(shù)低且在焊接過程中易于破壞或分解?���?斓男逼聲r間能改善薄膜焊接結果。
(2)由于制造過程中所用的添加劑廣泛���,難以預 測聚氯乙烯板或纖維����。常常添加增塑劑到聚氯乙烯中 以提高柔軟性�����。隨著增塑劑含量的增加�,聚氯乙烯超聲波焊接性變差�。
(3)丙烯酸可進行超聲波點固或切割。由于脆化 和低強度�����,連續(xù)黏合 (continuous bonding) 通常達不 到要求���。
(4)超聲波連接熱塑性氨基甲酸乙酯(酯基)涂層材料具有極好的強度�����。在經(jīng)受超聲波能量時熱固性 氨基甲酸乙酯(酯基)會分解��。
(5)僅切割和熱合�����。
下面是采用超聲波焊接的一些典型的織物和薄膜應用
丙烯酸 :過濾料���、遮篷��、毯子�、針織用紗���、外衣����。
尼龍 :地毯�����、運動服��、食品袋、過濾料�、外衣、 鉤環(huán)材料��、安全帶��。
聚酯 :傳送帶�、過濾料、外衣����、層壓材料、床墊�、 包裝材料、被子����。
聚乙烯 :層壓材料、包裝膜����、可重封袋����。 聚丙烯 :袋子�����、地毯墊面�����、戶外家具����、零食包裝���。
聚丙烯 :袋子�、地毯墊面�����、戶外家具�����、零食包裝����。
熱塑性塑料織物和薄膜的大類包括機織物���、無紡 布、針織物����、薄膜、涂層材料和層壓材料��。諸如紗線 密度���、編織致密度��、彈性和針織款式等因素對超聲波成功焊接都有影響�。采用適當?shù)墓ぱb�,很多材料都可以超聲黏合或切割。超聲波焊接材料可以是100% 的合成纖維織物或非熱塑性纖維含量高達 35% 的混合纖維���。由聚酯�、尼 龍����、聚丙烯���、聚乙烯���、硬質(zhì)熱塑性塑料�����、熱塑性聚氨酯�、 某些乙烯基塑料和熱塑性涂層片及涂層紙構成的織物 和薄膜都適于超聲波焊接�。 通常,有助于確保成功超聲波焊接的有利材料特性是 :至少含有 65% 的熱塑性塑料�����,越多越好��。厚度均勻��、摩擦系數(shù)高��。
超聲黏合不用任何耗材����,同熱黏合相比節(jié)能。超聲波焊接便捷快速、操作易學��、熱合與切割可同時進行����。許多行業(yè)如紡織、服裝�����、醫(yī)療�、包裝和非織造行業(yè)所用的織物和薄膜都可以超聲波焊接。