超聲波點(diǎn)焊是一種在局部位置連接不帶成型孔或?qū)芙畹膬蔁崴苄运芰瞎ぜ难b配方法�。超聲波點(diǎn)焊產(chǎn)生強(qiáng)固的結(jié)構(gòu)焊縫�����,適用于大型零件�、熱塑性擠塑板或鑄塑板、熱塑性塑料波紋板及有復(fù)雜幾何形狀和難以接近結(jié)合面的工件�。
超聲波點(diǎn)焊通過小范圍的局部焊縫經(jīng)常用于連接大型金屬板件。超聲波點(diǎn)焊塑料大致與此相同�����。同其他超聲波裝配方法相比�,超聲波點(diǎn)焊塑料零件并不需要成型孔或?qū)芙睢?/span>
1 超聲波點(diǎn)焊機(jī)原理及機(jī)理
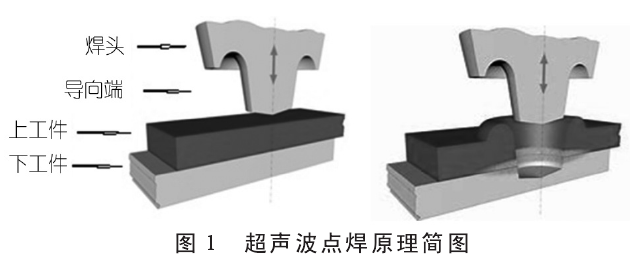
如圖 1 所示,超聲波點(diǎn)焊的基本原理是超聲波焊頭配備導(dǎo)向端頭將能量導(dǎo)入上板局部點(diǎn)����。端頭熔透上板并進(jìn)入下板至大約上板一半厚度的位置。一些移位熔融塑料被導(dǎo)向端頭上的凹口成型為環(huán)形圈����。同時(shí)能量消耗在兩板之間的界面處,造成進(jìn)一步的熔化��。一 些上板熔融材料被帶入下板,在下板處產(chǎn)生黏合形成點(diǎn)焊縫�。點(diǎn)焊縫下部保持平滑。 超聲波點(diǎn)焊機(jī)理是超聲波振動(dòng)過程中���,點(diǎn)焊端頭導(dǎo)向部分穿透上部零件����。移位的熔融塑料在端頭的徑向諧振腔中成型并在工件表面形成整潔的突起環(huán)����。與此同時(shí)�����,能量在產(chǎn)生摩擦熱的界面處得以釋放����。當(dāng)端頭插入下段時(shí),兩表面之間的移位熔融塑料流入周圍的界面區(qū)域并形成永久性的分子鍵�����。
2 各種塑料的超聲波點(diǎn)焊適應(yīng)性
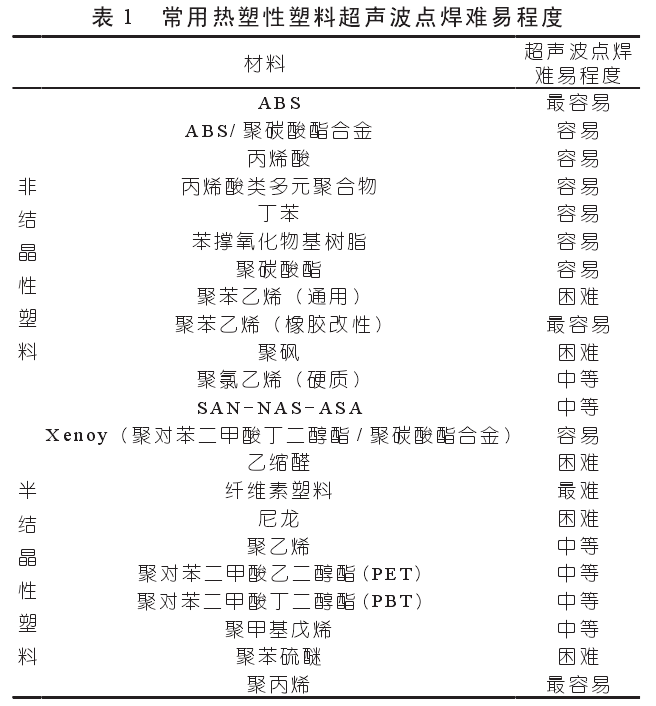
大多數(shù)熱塑性塑料可以超聲波點(diǎn)焊���。表1 給出了常用熱塑性塑料的超聲波點(diǎn)焊相對(duì)難易程度���。
3 超聲波點(diǎn)焊變種
( 1 )倒置點(diǎn)焊( inverse spot welding )倒置點(diǎn)焊時(shí)�,夾具安裝有點(diǎn)焊端頭���,平底桿狀焊 頭接觸零件外部�����?���?捎糜诹慵庑问蛊胀ǖ狞c(diǎn)焊行不 通或需要盲區(qū) ( blind spot ) 的場(chǎng)合�。這種方法能夠在內(nèi)表面形成點(diǎn)焊縫。
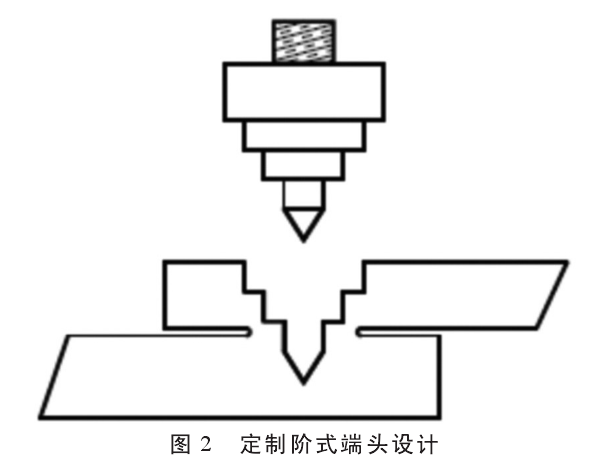
( 2 )定制階式端頭設(shè)計(jì) ( custom step tip design ) 定制階式端頭設(shè)計(jì)(見圖 2 )適合于需要光滑上 層表面的應(yīng)用場(chǎng)合��。普通點(diǎn)焊端頭在表面上形成過多 的熔融材料��,階式設(shè)計(jì)將過多的材料擠壓在表面以下�����。 階式端頭是定制的�����,可按需獲得。
4 超聲波點(diǎn)焊特點(diǎn)
超聲波點(diǎn)焊能產(chǎn)生強(qiáng)固的結(jié)構(gòu)焊縫�����,焊縫結(jié)合強(qiáng) 度高��,循環(huán)時(shí)間短 —— 一般少于1s ���,不需模制接頭設(shè)計(jì)�����,不需耗材如螺釘、卡釘����、鉚釘或粘接劑,一般不需要專門的夾具�����,一邊有美觀的表面另一邊有整潔的突起環(huán)����,能用手持焊機(jī)點(diǎn)焊���,可封接多層材料,適合于自動(dòng)化��。
5 超聲波點(diǎn)焊應(yīng)用
超聲波點(diǎn)焊適用于大型零件���、熱塑性擠塑板或鑄 塑板��、熱塑性塑料波紋板及有復(fù)雜幾何形狀和難以接 近結(jié)合面的工件���。主要用于沒有導(dǎo)能筋的平面模制件 如半成品、熱成型����、吹塑成形、擠壓成型���、大平面模制件��。超聲波點(diǎn)焊通常用于真空成形零件如泡罩包裝以提供防揭密封 ( tamper evident sealing )�����。超聲波點(diǎn)焊典型應(yīng)用包括壁板與通風(fēng)管的固定�、隔熱層與塑料 件的點(diǎn)焊。還可用于大型塑料件如掃雪車零件���、拖車����、 家具���、需要精度或普通焊機(jī)難以焊接的零件�。
波紋塑料的典型應(yīng)用 :
同其他傳統(tǒng)材料相比�,波紋塑料具有如下優(yōu)點(diǎn) : 比波紋纖維板強(qiáng)度更高和更耐久、不像金屬或木頭會(huì)腐爛���、生銹�、發(fā)霉或腐蝕�����、不受水分影響并耐化學(xué)品���、 油 脂 和 污 物��、 可重復(fù)使用����。 高密度聚乙烯( HDPE ) 波紋板最常用于瓦楞壁集裝箱��。聚丙烯也經(jīng)常用到��。 典型應(yīng)用包括郵政集裝箱�、播種盤、肉���、魚及農(nóng)產(chǎn)品 集裝箱�����、建筑集裝箱��、雜貨店零件箱��、周轉(zhuǎn)箱�。盡管可用包括商標(biāo)在內(nèi)的特殊設(shè)計(jì)�����,十字形結(jié) 構(gòu)的點(diǎn)焊端頭是典型的圖案。既可采用單端 頭焊頭也可采用多端頭焊頭�����。
除了用于點(diǎn)焊雙層材料外��,超聲波點(diǎn)焊已用于封接6層聚丙烯����。為使超聲波焊頭下入材料之中,需采用配置多個(gè)臺(tái)階以嵌入每一層的特殊焊頭�����。在超聲波啟動(dòng)之前要用較高的預(yù)壓力以壓實(shí)各層���。這種結(jié)構(gòu)能形成非常強(qiáng)的點(diǎn)焊縫并且外觀良好�。
超聲波點(diǎn)焊是一種在局部位置連接不帶成型孔或?qū)芙畹膬蔁崴苄运芰瞎ぜ难b配技術(shù)��。超聲波點(diǎn)焊接頭底層外觀光潔�����。接頭周圍表層有一個(gè)突起環(huán)����。
超聲波點(diǎn)焊成本效益好、裝配速度快�����、不需額外的緊固件����、通常也不需專用夾具。 超聲波點(diǎn)焊可采用手持焊槍��、單頭或雙頭臺(tái)式點(diǎn) 焊機(jī)�、由可同時(shí)進(jìn)行多個(gè)焊接作業(yè)的多點(diǎn)焊頭組成的組焊裝置。
超聲波點(diǎn)焊的基本指導(dǎo)方針包括點(diǎn)焊區(qū)域下面剛 性支承以防止出現(xiàn)印痕�����,中到高振幅以確保穿透足夠 的材料及低壓力以保證結(jié)合面處足夠的熔液�。
超聲波點(diǎn)焊產(chǎn)生強(qiáng)固的結(jié)構(gòu)焊縫,適用于大型零件��、熱塑性擠塑板或鑄塑板����、熱塑性塑料波紋板及有 復(fù)雜幾何形狀和難以接近結(jié)合面的工件��。超聲波點(diǎn)焊通常用于真空成形零件如泡罩包裝以及塑料波紋板等�。