誠信立業(yè)??品質(zhì)為本
高端智能焊接設備服務商
高新技術(shù)企業(yè)ISO9001
服務熱線:135-3042-8982

超聲波焊接工藝介紹
超聲波焊接工藝自上世紀 50 年代出現(xiàn)以來���,便得到了迅速地發(fā)展�����。它被廣泛地應用于同種或異種金屬、金屬陶瓷���、半導體�����、復合材料����、塑料等材料之間的連接 。超聲波焊接是一種無需添加填充金屬及焊料的固態(tài)焊接工藝����,在焊接過程中,原子之間的 結(jié)合與擴散都發(fā)生在固態(tài)與半固態(tài)狀態(tài)下���,因而其是一種“冷擴散”連接技術(shù)����,它的主要特點在于能夠以較低的加熱溫度和較小的變形實現(xiàn)材料的連接��,且焊接溫度一般都不超過材料的熔點 ����。
超聲波焊接的原理是將由超聲發(fā)生器產(chǎn)生的20kHz(或15kHz)高壓、高頻信號經(jīng)換能系統(tǒng)將其轉(zhuǎn)換為高頻機械振動施加到工件上,通過工件表面及內(nèi)在分子間的摩擦使接口的溫度升高,當溫度達到工件自身的熔點時,接口處迅速熔化,繼而填充于接口間的空隙,當振動停止,工件同時在一定的壓力下冷卻定形,便形成完美的焊接�。
超聲波焊接特點
超聲波焊接是一種較新的焊接工藝,由于其具有如下諸多優(yōu)點,因此在各工業(yè)領域的應用日漸廣泛。
(1) 可焊接的材料范圍廣,可用于同種金屬材料,特別是高導電,高導熱性的材料(如金���、銀�����、銅����、鋁等)和一些難熔金屬的焊接;也可用于性能相差懸殊的異種金屬材料(如導熱,硬度、熔點等),金屬與非金屬�����、塑料等材料的焊接;還可以實現(xiàn)厚度相差懸殊以及多層箔片等特殊結(jié)構(gòu)的焊接�����。
(2) 焊件不通電,不需要外加熱源,接頭中不出現(xiàn)宏觀的氣孔等缺陷,不生成脆性金屬化合物,不會出現(xiàn)像電阻焊所容易出現(xiàn)的熔融金屬噴濺等現(xiàn)象����。
(3) 焊縫金屬的物理和力學性能不發(fā)生宏觀變化,其焊接接頭的靜載強度和疲勞強度都比電阻焊接頭高,穩(wěn)定性好��。
(4) 被焊金屬表面氧化膜或涂層對焊接質(zhì)量影響較小,焊前對焊件表面的處理簡單�����。
(5) 形成接頭所需電能少,僅為電阻焊的5%;焊件變形小���。
(6) 不需要添加任何粘結(jié)劑﹑填料或溶劑,具有操作簡便,焊接速度快,接頭強度高��、生產(chǎn)效率高等優(yōu)點����。
超聲波焊接的主要缺點是受現(xiàn)有設備功率的限制,因而焊件的厚度不能太厚,接頭形式只能采用搭接接頭,尚無法實現(xiàn)對接接頭的焊接。
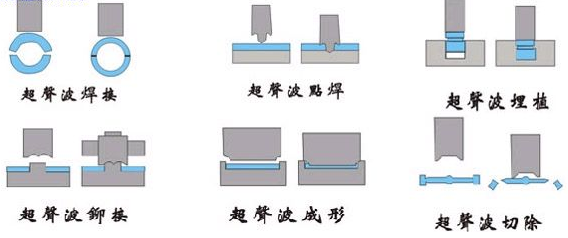
超聲波焊接方式
超聲波按連接方式可分為超聲波焊接�����、超聲波鉚接���、超聲波點焊���、超聲波埋植樹、超聲波成形�、超聲波切除六種。
超聲波焊接工藝的分類
根據(jù)超聲波頻率產(chǎn)生的高頻振動能傳入焊接工件方向�����,可將超聲波焊接分成兩種基本類型如圖1所示�。第一種基本類型是超聲波頻率產(chǎn)生的彈性振動能從切向傳遞到焊接工件表面,使工件相互接觸的表面間產(chǎn)生相對摩擦并伴隨局部溫度的升高����,這一類型的超聲波焊接主要適用于金屬材料的焊接�����。第二種基本類型是超聲波頻率產(chǎn)生的彈性振動能從垂直于工件方向傳入焊接工件����,這一類型的超聲波焊接主要適用于塑料的焊接�。
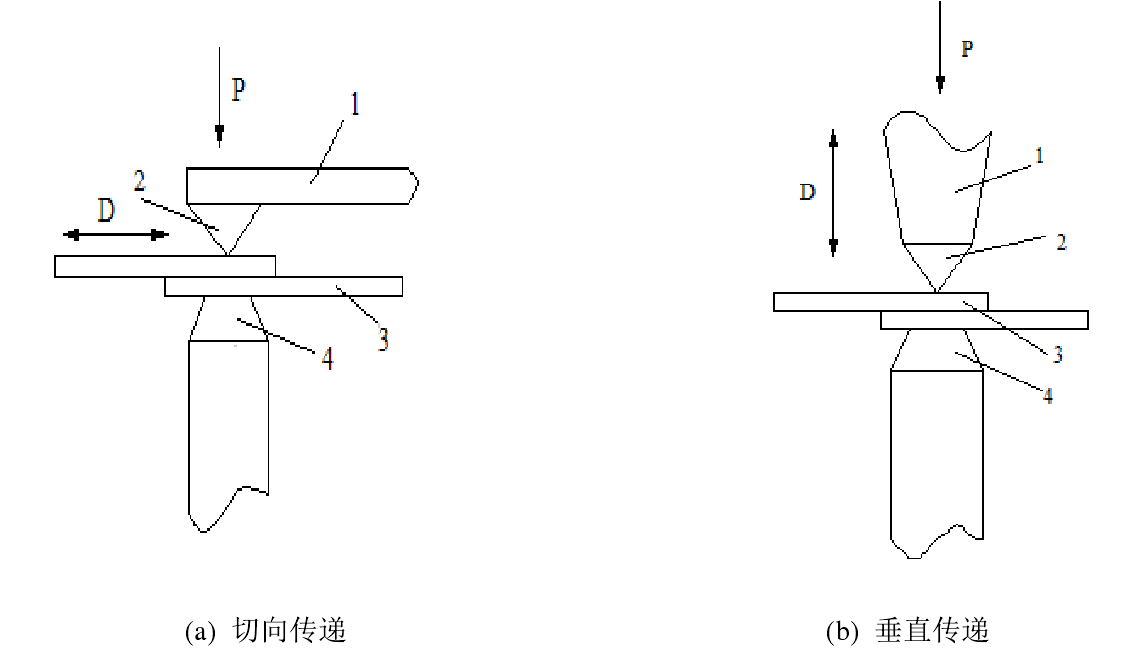
圖 1 超聲波焊接的兩種基本類型
注:D—振動方向; 1 —聚能器��; 2 —上聲極�; 3 —焊件���; 4 —下聲極
超聲波焊接過程中���,上下接頭必須相互搭接,根據(jù)焊接模具接頭形式的不同����,又可分為點焊、縫焊�、環(huán)焊和線焊四種形式�。不同形式的超聲波焊接得到的焊縫也有所不同��,對應的焊縫分別為焊點�、密封連續(xù)焊縫、環(huán)焊縫及平直連續(xù)焊縫�。以下為幾種超聲波焊接的簡單介紹:
(1)點焊超聲波點焊過程中,工件是在上下聲極緊壓狀態(tài)下完成焊接的���,每焊接一次形成一個焊點�,故稱之為點焊�。點焊按能量傳遞方式的不同,可分為單側(cè)式和雙側(cè)式��。超聲波彈性振動能只從上聲極導入焊接工件稱之為單側(cè)式點焊����,超聲波彈性振動能分別從上下兩個聲極同時導入焊接工件稱之為雙側(cè)式點焊。雙側(cè)式點焊導入的振動方向既可以是平行的�����,也可以是相互垂直的�,上下聲極導入的頻率與功率亦可不同。目前生產(chǎn)應用中,單側(cè)式點焊最為普遍�。按振動系統(tǒng)分類,超聲波點焊分為縱向振動系統(tǒng)�����、輕型振動系統(tǒng)和彎曲振動系統(tǒng)三類���。其主要的區(qū)別在于電焊機采用的功率大小不同�,縱向振動系統(tǒng)采用小功率電焊機�,彎曲振動系統(tǒng)采用大功率電焊機,輕型彎曲振動系統(tǒng)介于兩者之間����,采用的是中小型電焊機。
(2)環(huán)焊利用超聲波環(huán)焊焊接工件��,可以形成一條密封的焊縫����,焊縫的形狀根據(jù)工藝要求可以是正方形��、矩形或者菱形等各種形狀�,一般以圓環(huán)形居多。環(huán)焊采用的振動系統(tǒng)是與點焊完全不同的扭轉(zhuǎn)振動系統(tǒng)��,焊接時焊盤扭轉(zhuǎn),焊接振幅沿聲極軸線呈對稱性分布����,焊盤邊緣地區(qū)振幅最大,軸心區(qū)無振幅����。此焊接方法常用于封裝微電子器件。
(3)縫焊縫焊的能量振動方式與點焊類似����,即可單側(cè)導入也可雙側(cè)導入振動能量,振動系統(tǒng)可采用縱向振動系統(tǒng)���、彎曲振動系統(tǒng)��、扭轉(zhuǎn)振動系統(tǒng)����,扭轉(zhuǎn)振動系統(tǒng)因為具有良好的工藝及技術(shù)性能�����,實際生產(chǎn)中彎曲振動系統(tǒng)的使用最為廣泛。
(4)線焊線焊是點焊的發(fā)展���,其主要是利用線狀上聲極或多個點焊聲極相互疊加�,在一次焊接過程中可以形成一條直線焊縫�,目前通過線焊一次可以焊出150mm長的線型焊縫。此類焊接最適用于箔片的線狀封口�。
(5)塑料焊接與金屬超聲波焊接原理有所不同,塑料超聲波焊接的工作原理是利用超聲波焊接塑料時聲極的振動方向垂直于塑料工件表面�����,與施加的靜壓力方向一致�。焊接時彈性振動能直接在塑料工件接觸表面轉(zhuǎn)化為熱能使界面結(jié)合,超聲波焊接主要適用于熱塑性塑料����,對于熱固性塑料則不適用。
超聲波焊接的應用領域
隨著焊接技術(shù)的發(fā)展進步�,超聲波焊接因其獨特的工藝特點及諸多的優(yōu)點而被應用于各個生產(chǎn)領域,包括機械電子�、石油化工、航天工業(yè)�����、儀器儀表等相關研究與生產(chǎn)部門�。在汽車產(chǎn)業(yè),超聲波焊接主要用于塑料件及內(nèi)外裝飾件的焊接,如汽車保險杠、門內(nèi)板和電線束等���。
勃利县|
临澧县|
彭阳县|
义马市|
永昌县|
龙南县|
海晏县|
卓尼县|
崇阳县|
蓬溪县|
银川市|
合肥市|
靖边县|
太和县|
安国市|
湖口县|
林芝县|
通州区|
环江|
黑河市|
霍林郭勒市|
安阳市|
花垣县|
洮南市|
余江县|
措勤县|
肇东市|
成都市|
巴林左旗|
岱山县|
武隆县|
扶余县|
桐城市|
三亚市|
永德县|
洞口县|
宣威市|
聊城市|
恩施市|
吕梁市|
瓦房店市|